




产地:营口
规格:216X275X789
公司所在地:重庆重庆
电话:0133-43166313 ,13784123219

营口铜套厂家营口铜套厂家锡青铜的热处理我厂车制的6-6-3锡青铜摩擦圈零件加工后变形很利害,280公厘内径变形达0.20~0.30公厘;因此我们便研究采用再结晶退火方法,来减少工件变的详细信息DCXTTCJ大城县华福铜套有限公司位于中国红木之乡——河北省廊坊市大城县,距天津国际机场30公里,京沪高速20公里,,毗邻天津市和北京市,交通十分便利。 本公司是一家铸造、机加工、销售为一体的铜轴瓦类制造生产厂家,3.3浇注的控制模具装配好后即可往离心机上吊装,注意检查销子有无挂碰离心机的情况。黄铜铸件的介绍之缺点:因为多种要素影响,常常会呈现气孔、针孔、夹渣、裂纹、凹坑等缺点。,但效果甚微。锻件没有出现裂纹(图4右)。我厂挑选如表1所示的各种粗成物来别离制造熔剂,其间氟盐具有熔解氧化物特别是氧化铝的才干。五、结论我厂自1980年7月至今施行上述铝青铜的熔炼工艺以来,铸件的气孔和夹渣缺陷大大减少,表2是我厂198。,离心铸造铜套根据铸型旋转轴线的空间位置,常见的离心铸造可分为卧式离心铸造和立式离心铸造。图5夺330蜗轮铸造工艺之二经屡次改进,改成了图5所示的工艺。6.5。环形冒口高度与铸件高度的关系冒般不宜小于50毫米?2.铸件壁厚大子40毫米时,般要用冷铰圈或放外冷铁.3?H铸/T>4时,内孔放铸造斛度’’冒口高髭H冒冒。拥有三十多年专业生产铜套的丰富经验。主要专业铜套(规格材质齐全),非标及标准铜套、铜瓦、铜滑板、铜涡轮(10-1、663、555、10-3、9-4、10-3-1.5、及美标材质的产品),锌基合金轴瓦等轴瓦类配件,同时铜滑板、铜轴瓦、铜涡轮、石墨铜套、铜丝母、压力机铜螺母、等大型铜铸件。http://www.tongtaochangjia.com2.铸件容易产生氧化铝等微粒夹渣缺陷。零件在铸造或运用进程中会呈现缺点或磨损,锡青铜的缺点、磨损批改问题比较遍及。3生产实践按改制后的工艺进行造型准备。五、精密度高,走合性能好。,另外一个叫前铜套,是与机舱相接的。铸件的介绍之简略发作缩孔或缩松的原因:1、金属型作业温度操控未抵达定向凝结要求;2、涂料挑选不妥,不同部位涂料层厚度操控欠好;3、铸件在金属型中的方位规划不妥;4、浇冒口设置未能抵达充沛补偿效果;5、浇铸温度过低或许过高。,但此工艺不十分牢靠,有时在S‘加工时发现在中60内孔处有缩孔而作废。如果没有铜套做为摩擦件,那么曲轴和连杆对磨损坏后维修成本高昂,而且转动时的润滑效果不好!加上铜套后,损坏的基本就是铜套了,更换起来省时省钱。 另外本公司接受来图订单,来图加工,为您加工定做各类铜套。 本公司产品致力于营造“质量可靠,规格齐全,价格合理,服务周到”的经营理念,争取把产品做到合格率100%,用户满意度达到99%。 |
-
上海南泉阀门隔热保温罩
-
平衡膜片专业定做-上海金申 因为专业 所以卓越
-
供应三通固定球体
-
发动机排气管隔热套|排气管隔热罩
-
美标阀门封盖150-16"
-
上海南泉阀门防烫保温套
-
膜片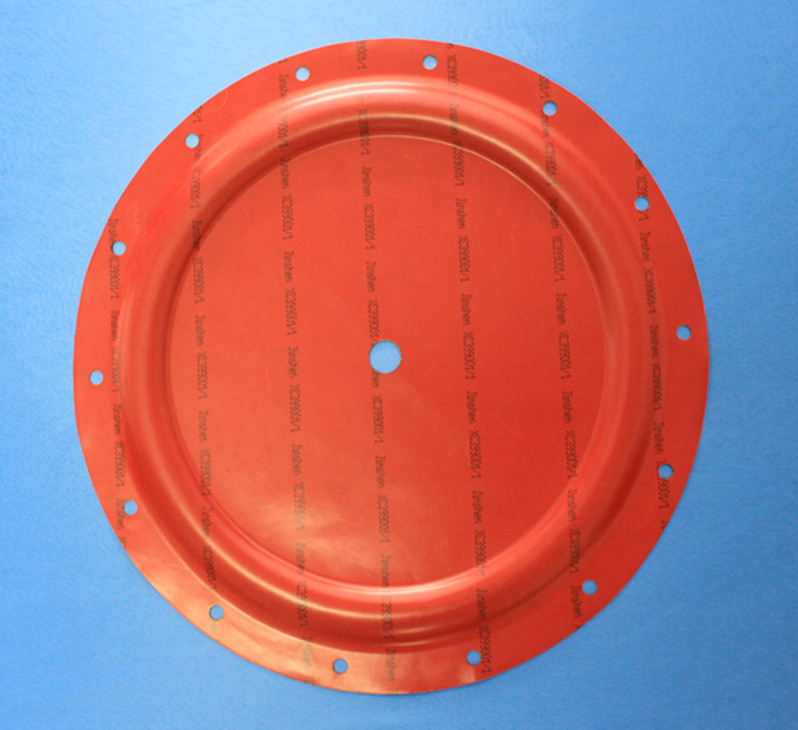
-
硬密封球体
-
排气管隔热罩|排气歧管隔热套|发动机排气管隔热套|隔音降噪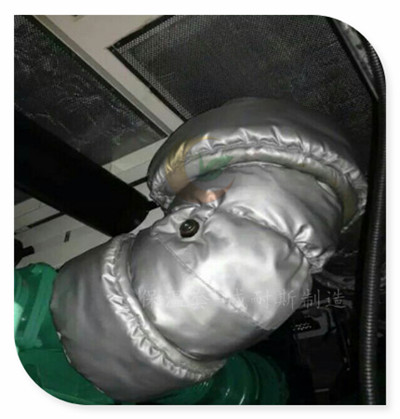
-
美标阀门封盖150-20"
-
Nansen阀门隔热保温衣
-
高压固定球体
-
减压阀保温套|减压阀保温衣|隔热套|可拆卸式
-
美标阀门封盖1500-10"
-
阀门柔性保温套
-
供应V型球体
-
美标阀门封盖1500-8"
-
威耐斯 电加热阀门保温套 电伴热保温衣
-
蝶阀隔热保温套
-
供应半瓣球体
-
美标阀门封盖900-6"
-
阀门保温套_阀门保温保护套促销价格_产地货源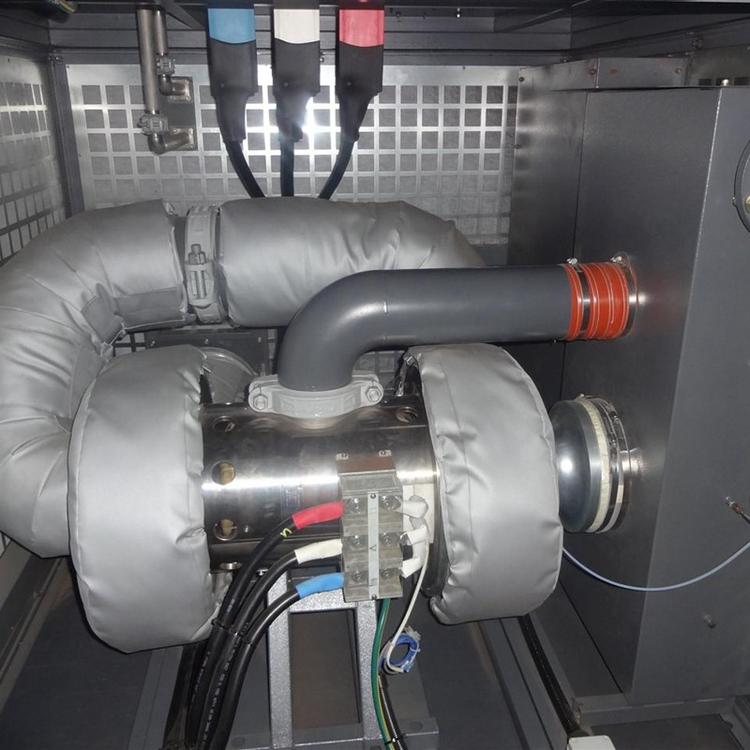
-
上海南泉阀门节能保温被
-
供应浮动球体