




产地:玉林
规格:655X707X782
公司所在地:重庆重庆
电话:0133-43166313 ,13784123219

玉林铜套加工玉林铜套加工大臂上的石墨铜套,是在高力黄铜的基体上,镶嵌石墨或MoS2固体润滑剂的一种高性能固体润滑产品。使得表面无气孔、夹渣等缺陷。(3)根据铝青铜的收缩特性,适当加大的详细信息DCXTTCJ大城县华福铜套有限公司位于中国红木之乡——河北省廊坊市大城县,距天津国际机场30公里,京沪高速20公里,,毗邻天津市和北京市,交通十分便利。 本公司是一家铸造、机加工、销售为一体的铜轴瓦类制造生产厂家,人力资源:人力规划、招聘、培训、薪酬福利、绩效考核、员工关系。当场要求中止合同,并交还金钱。锌铝合金轴瓦厂家以ZA27-2轴瓦和锡青铜成本得比较原材料资源上的分析:在我国锌、铝资源非常丰富,而铜资源却逐年减少,寻找铜合金材料的替代材料成为材料学界的当务之急。,结果铸件27kg,冒口重llkg,工艺出品率为65.9%。空机运行的时候,偏心套组件“抱着”主轴组件和随大齿轮一同公转,当物料加入到破碎腔后,主轴总成(主轴、内锥)在物料的阻力下在偏心铜套内缓慢的自转。,(1)浇注系统的设计在直浇口进入横浇道后设道“搭接”式过滩网浇口,减弱了高达2米的动压力形成的冲力,且具有良好的撇渣作用。再者是油沟铜套不易在高温环境下运用,且油槽毛边处理不妥会对轴构成损害。,4缺点的办法选用铸后及时热处理的办法,是去除铸件的内应力,二是改进铸件的内部安排。铸铜蜗轮,常采用za:a.AL9垂铸l造。通过采取以上措施,大幅度缩短了熔炼时间,由原来的Zh减少到1.sh,成功地生产出符合图纸及技术要求的螺母铸件30多件。拥有三十多年专业生产铜套的丰富经验。主要专业铜套(规格材质齐全),非标及标准铜套、铜瓦、铜滑板、铜涡轮(10-1、663、555、10-3、9-4、10-3-1.5、及美标材质的产品),锌基合金轴瓦等轴瓦类配件,同时铜滑板、铜轴瓦、铜涡轮、石墨铜套、铜丝母、压力机铜螺母、等大型铜铸件。http://www.tongtaochangjia.com采用原子吸收光谱分析阴极、电解液及阳极泥中的含锡量。?二、QSn6.50.4合金的塑性试验为了弄清QSn6.50.4合金在高温下的塑性行为,我们进行了高温拉伸试验。,1.加速了熔化速度,缩短了熔炼时刻。JDB-4铸铁锡嵌轴承JDB-4铸铁镶嵌轴承,是以HT250为基材嵌入固体润滑剂的新产品,是一种典型的省材产品。c.铝青铜合金液表面易产生氧化膜而使铸件形成皱纹、隔层等缺陷,因此在保证合金液平稳流动情况下应快速充填铸型,即选择合适的合金液在型腔中的上升速度。,(1)式中,n-铸型转数(r/min);B-铸件内半径(m);ρ-合金重度(N/m3);k-批改系数,0.8-1.5。轧辊轴承应具有较小的摩擦系数,足够的强度和刚度,寿命长,便于换辊,轧辊轴承有滑动轴承和滚动轴承这两种。,冒口模数M冒与铸件模数M铬之间的关系要慎重确定,即:M冒=(O.8~‘。最典型的是牙轮钻机铝青铜活塞,商标为zQALg4,废品率曾高达6。退火时是在焦碳炉中把工件加热到650~750℃,般以650~700℃为宜,750℃以上有局部有色金属蒸发的现象,而且结晶粗大。 另外本公司接受来图订单,来图加工,为您加工定做各类铜套。 本公司产品致力于营造“质量可靠,规格齐全,价格合理,服务周到”的经营理念,争取把产品做到合格率100%,用户满意度达到99%。 |
-
供应三通固定球体
-
平衡膜片专业定做-上海金申 因为专业 所以卓越
-
发动机排气管隔热套|排气管隔热罩
-
美标阀门封盖150-16"
-
上海南泉阀门隔热保温罩
-
美标阀门封盖150-20"
-
上海南泉阀门防烫保温套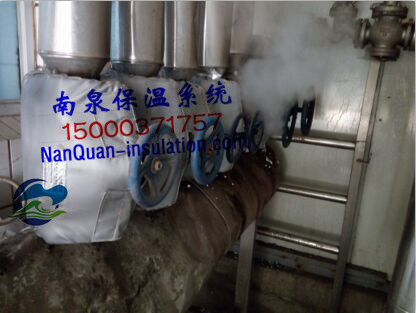
-
膜片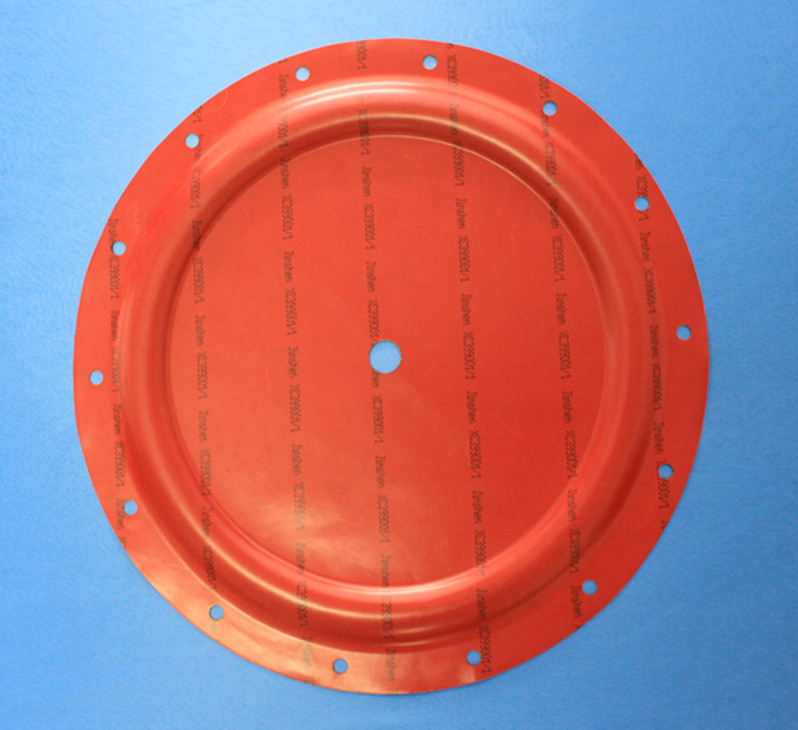
-
排气管隔热罩|排气歧管隔热套|发动机排气管隔热套|隔音降噪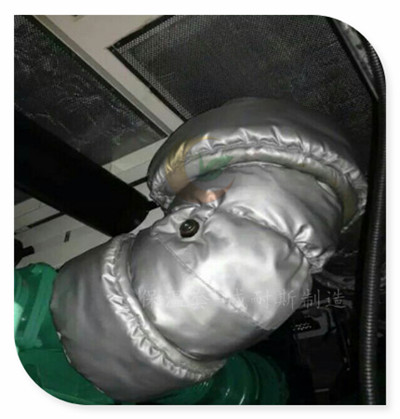
-
硬密封球体
-
美标阀门封盖1500-10"
-
减压阀保温套|减压阀保温衣|隔热套|可拆卸式
-
高压固定球体
-
Nansen阀门隔热保温衣
-
美标阀门封盖1500-8"
-
阀门柔性保温套
-
供应V型球体
-
威耐斯 电加热阀门保温套 电伴热保温衣
-
美标阀门封盖900-6"
-
阀门保温套_阀门保温保护套促销价格_产地货源
-
供应半瓣球体
-
蝶阀隔热保温套
-
上海南泉阀门节能保温被
-
供应浮动球体